 |
|
|
Modérateurs: Modération Forum Home-Cinéma, Le Bureau de l’Association HCFR • Utilisateurs parcourant ce forum: grhum33 et 135 invités
Boîtier PC Audio avec afficheur et touches commandées !
![]() » 21 Aoû 2007 19:07
» 21 Aoû 2007 19:07
ok pourquoi pas mais je ne suis pas dispo le samedi matin car ma femme travaille et donc j'ai la garde des nains ...

- JcB84
- Messages: 2551
- Inscription Forum: 18 Nov 2003 18:50
- Localisation: Sud du Luberon mais Grolandais avant tout
-
![]() » 05 Sep 2007 15:04
» 05 Sep 2007 15:04
Je suis epoustouflé !!! J'ai hate de voir la suite !!!
Je trouve ca magique !
- Playchess
- Messages: 832
- Inscription Forum: 11 Déc 2006 20:51
- Localisation: 78600 Maisons-Laffitte
-
![]() » 05 Sep 2007 16:16
» 05 Sep 2007 16:16
Merci de tes compliments. 
Suite de l'usinage prévue (enfin !) pour ce samedi : une très grosse journée en perspective, démarrage à 6h00, fin à 22h00, non-stop sauf pour déjeuner pendant que le centre d'usinage continue d'usiner tout seul (soit l'équivalent de 2 journées en une en fait ). Donc sauf annulation de dernière minute, suite du reportage photos la semaine prochaine. 
Jose
Note pour JcB84 : prends tes dispositions pour samedi : en fait on ne pourra pas usiner dimanche, mais du coup on essaye de tout concentrer au maximum sur samedi, quitte à rentrer très tard mais en étant tranquille dimanche. Donc arrive à l'heure que tu pourras, mais prévois quelque chose à grignoter car on risque d'y passer pas mal de temps... heureusement que ça vaut le coup !
Suite de l'usinage prévue (enfin !) pour ce samedi : une très grosse journée en perspective, démarrage à 6h00, fin à 22h00, non-stop sauf pour déjeuner pendant que le centre d'usinage continue d'usiner tout seul (soit l'équivalent de 2 journées en une en fait
Jose
Note pour JcB84 : prends tes dispositions pour samedi : en fait on ne pourra pas usiner dimanche, mais du coup on essaye de tout concentrer au maximum sur samedi, quitte à rentrer très tard mais en étant tranquille dimanche. Donc arrive à l'heure que tu pourras, mais prévois quelque chose à grignoter car on risque d'y passer pas mal de temps... heureusement que ça vaut le coup !
- Jose Hidalgo
- Messages: 4973
- Inscription Forum: 11 Fév 2005 0:17
- Localisation: Lyon, France
-
![]() » 05 Sep 2007 17:02
» 05 Sep 2007 17:02
comment ça la suite du reportage la semaine prochaine? Tu bosses samedi jusqu'à 22h00, on veut les photos pour le dimanche matin AU PLUS TARD
sans rire, je suis ton post avec intérêt, très joli boulot... on se réjouit de voir le résultat final.
sans rire, je suis ton post avec intérêt, très joli boulot... on se réjouit de voir le résultat final.
- LeLapin
- Messages: 3668
- Inscription Forum: 08 Mar 2002 2:00
- Localisation: montreux
-
![]() » 05 Sep 2007 19:10
» 05 Sep 2007 19:10
Jose Hidalgo a écrit:Note pour JcB84 : prends tes dispositions pour samedi : en fait on ne pourra pas usiner dimanche, mais du coup on essaye de tout concentrer au maximum sur samedi, quitte à rentrer très tard mais en étant tranquille dimanche. Donc arrive à l'heure que tu pourras, mais prévois quelque chose à grignoter car on risque d'y passer pas mal de temps... heureusement que ça vaut le coup !
C'est ok mais visiblement je n'ai pas le choix
Ps : j'ai trouvé que du 600 comme papier verre mais pas + fin après c'est chez les fournisseurs pour les carrossiers ... mais cela devrait être ok !
@+
Jc
- JcB84
- Messages: 2551
- Inscription Forum: 18 Nov 2003 18:50
- Localisation: Sud du Luberon mais Grolandais avant tout
-
![]() » 06 Sep 2007 2:06
» 06 Sep 2007 2:06
OK. Et prends ton appareil photo bien sûr.
Au fait, si ta femme s'ennuie dans l'après-midi, rien ne l'empêche de nous rejoindre hein... (pas pour bosser, je te rassure).
(pas pour bosser, je te rassure).
En fait je suis sûr qu'il y a des moments dans la journée où on risque de se retrouver à attendre sans bosser que le centre d'usinage ait fini. On va essayer de les limiter, mais je suis sûr qu'il va y en avoir (=> jeux de cartes & co. ).
Au fait, si ta femme s'ennuie dans l'après-midi, rien ne l'empêche de nous rejoindre hein...
En fait je suis sûr qu'il y a des moments dans la journée où on risque de se retrouver à attendre sans bosser que le centre d'usinage ait fini. On va essayer de les limiter, mais je suis sûr qu'il va y en avoir (=> jeux de cartes & co.
- Jose Hidalgo
- Messages: 4973
- Inscription Forum: 11 Fév 2005 0:17
- Localisation: Lyon, France
-
![]() » 07 Sep 2007 17:12
» 07 Sep 2007 17:12
Message pour JcB84 :
C'est confirmé, on usine bien demain comme prévu dès 6h.
Rejoins-nous dans la journée à l'heure que tu pourras. N'oublie pas mon numéro de portable en cas de besoin. N'oublie pas non plus le papier de verre. Prévois un casse-dalle (ou deux ). Plus un sac de couchage.  Etc, etc.
Etc, etc.
Réponds à la suite de ce message pour accuser réception, ou appelle-moi par tél tout-à-l'heure. Merci.
Jose
C'est confirmé, on usine bien demain comme prévu dès 6h.
Rejoins-nous dans la journée à l'heure que tu pourras. N'oublie pas mon numéro de portable en cas de besoin. N'oublie pas non plus le papier de verre. Prévois un casse-dalle (ou deux
Réponds à la suite de ce message pour accuser réception, ou appelle-moi par tél tout-à-l'heure. Merci.
Jose
- Jose Hidalgo
- Messages: 4973
- Inscription Forum: 11 Fév 2005 0:17
- Localisation: Lyon, France
-
![]() » 07 Sep 2007 19:38
» 07 Sep 2007 19:38
cool jose, je serais là
A demain !
Jc
A demain !
Jc
- JcB84
- Messages: 2551
- Inscription Forum: 18 Nov 2003 18:50
- Localisation: Sud du Luberon mais Grolandais avant tout
-
![]() » 12 Sep 2007 0:50
» 12 Sep 2007 0:50
Journée n°6 - 08/09/07 - 16h x 2 personnes + 8h x 1 personne, début à 6h du mat', fin après 22h non-stop 
... autant vous dire qu'on a abattu du boulot cette fois-ci ! Accrochez-vous !
(merci à JcB pour ses photos très complémentaires des miennes )
34°) Tronçonnage du cuivre à destination du système de caloducs : nous avons reçu plusieurs barres de cuivre massif (dont une de 4m), et comme vous vous doutez bien qu'on ne peut pas usiner une barre de 4m telle qu'elle, il a fallu la tronçonner d'abord.


35°) Préparation des tronçons à l'usinage : nous souhaitons faire un certain nombre de trous dans le cuivre pour passer les caloducs (exactement comme chez mCubed pour ceux qui connaissent). Mais nous souhaitons que les caloducs soient bien ajustés et que le jeu soit minimal, afin que le transfert de chaleur se fasse de façon optimale. Pour cela, nous avons intercalé entre les tronçons de cuivre des bandes de bristol, et nous allons percer à cet endroit-là précisément. De cette façon les trous finaux auront une forme très légèrement aplatie (invisible à l'oeil) ce qui comprimera légèrement les caloducs et favorisera un contact uniforme.


36°) Parallèlement, opération de taraudage des dissipateurs gauche et droit des amplis (A6AM) : 12 dissipateurs x 19 taraudages M3 = ... pas mal de temps et un taraud cassé.


37°) Centre d'usinage à commande numérique : usinage de l'ensemble des trous dans le cuivre spécial caloducs (phase 1). Vous voyez en premier les tronçons de cuivre (+ bristol) montés à l'intérieur du centre, puis ensuite la tête du centre en train de "pointer" les trous, opération préalable au perçage lui-même. Compte tenu du nombre de trous (environ 150) et de leur profondeur (40mm), cette opération entièrement automatisée a pris près de 3h30.



Un petit film explicatif : http://hidalgoj.free.fr/pcam/videos/MOV05976.MPG
C'est un film exceptionnel, car d'habitude on ne peut pas voir le centre d'usinage en action (portes de sécurité + lubrifiant projeté dans tous les sens). L'opération de pointage n'étant pas dangereuse, on a pu laisser les portes ouvertes et filmer. N'oubliez pas que la précision de cette opération est de l'ordre du centième de millimètre !
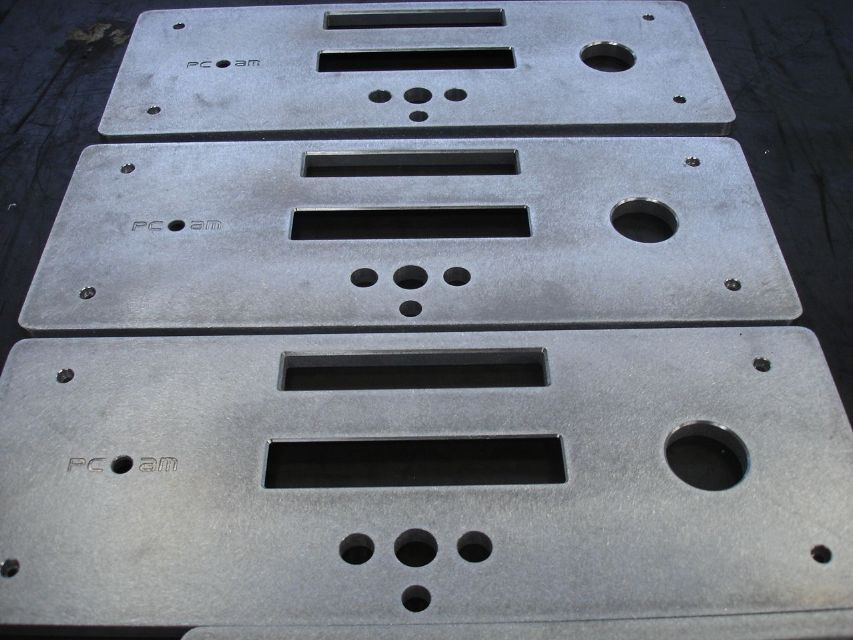
38°) Centre d'usinage à commande numérique : usinage des faces avant des PCAM (côté extérieur, le plus simple, environ 15 minutes par pièce). Le plus délicat dans cette opération a été l'usinage des logos dans la masse, à la micro-fraise de 1mm de diamètre. Hé oui, on a affaire à un produit de luxe ici, pas à n'importe quel produit fait de vulgaire tôle ! A en juger par le résultat ci-dessous, je crois qu'on s'en est plutôt bien tiré...




39°) Centre d'usinage à commande numérique : usinage de l'ensemble des trous dans le cuivre spécial caloducs (phase 2). Il s'agit ici de l'usinage des trous de fixation pour vis M5, permettant de fixer les pièces en cuivre directement sur les dissipateurs du PCAM équipés de trous M5.

40°) Tronçonnage du cuivre usiné : on va pouvoir maintenant tronçonner les tronçons eux-mêmes pour obtenir de petites pièces en cuivre quasiment "finies".




41°) Pendant ce temps, nos deux experts en usinage discutent de la programmation du centre (qu'est-ce qu'ils sont sérieux ces deux-là ! ).

42°) Les faces avant des PCAM commencent à sortir du centre d'usinage. Bien sûr il reste à les poncer soigneusement (plus encore que les autres pièces, ce sont des faces avant !) et à les ébavurer dans les règles de l'art. C'est là, une fois ces étapes finies, qu'on commence à se rendre compte de l'ampleur de la tâche accomplie : ça en jette !






43°) Centre d'usinage à commande numérique : usinage de l'ensemble des trous dans le cuivre spécial caloducs (phase 3). On ne va pas rentrer dans le détail, ce sont des pièces un peu plus épaisses que les précédentes, puisque destinées à être en contact direct avec les processeurs (CPU et CGU). Il y en a moins bien sûr (2 par PCAM, contre 12 par PCAM pour les autres pièces en cuivre).


44°) Petites pièces annexes (supports polyvalents pour disque dur / graveur DVD, etc.) : pour ne pas perdre de temps, nous avons sous-traité la découpe de toutes ces petites pièces à une société spécialisée dans la découpe au jet d'eau. Les pièces livrées étaient bien sûr "brutes" donc pas très agréables au toucher. Il a fallu donc les poncer (comme toutes les autres pièces).


45°) Pliage de toutes les petites pièces annexes à la plieuse manuelle : l'opération est relativement simple (quoique délicate, n'est-ce pas JC ), et elle se passe de commentaires. La forme de pièces obtenue donne une meilleure idée de leur utilisation future.


46°) Tôles inférieures PCAM et A6AM : là aussi on les a sous-traitées à la même société (découpe au jet d'eau). Et là aussi il a fallu poncer (je ponce, tu ponces, nous ponçons).



47°) Centre d'usinage à commande numérique : usinage des faces avant des A6AM (côté intérieur et côté extérieur). 30min par face avant en tout, ce qui est très raisonnable et reflète bien la simplicité biblique de ces faces avant d'amplificateurs (4 lamages, un logo différent, un bouton M/A, quelques perçages judicieux sur le derrière, et c'est tout ).


48°) Centre d'usinage à commande numérique : usinage des faces arrière des A6AM (côté intérieur et côté extérieur). Là c'est un peu plus compliqué mais pas trop long, environ 45min par face arrière en tout.


49°) Les faces arrière sortent elles aussi peu à peu. Ebavurage / ponçage (vous connaissez la musique), et elles viennent se rajouter elles aussi à toutes les autres faces déjà usinées !


... fin de cette 6ème journée. On approche de la fin de l'usinage !
Déjà réalisé (80% du travail) :
- 6 Faces avant PCAM : terminées à 100%, prêtes à anodiser
- 6 Faces arrière PCAM : terminées à 100%, prêtes à anodiser
- 6 Dissipateurs gauches PCAM : terminés à 100%, prêts à anodiser
- 6 Dissipateurs droits PCAM : terminés à 100%, prêts à anodiser
- 6 Tôles inférieures PCAM : terminées à 100% (à 90% mais c'est tout comme), prêtes à anodiser
- Pièces annexes PCAM : terminées à 100%, prêtes à anodiser
- 6 Faces avant A6AM : terminées à 100%, prêtes à anodiser
- 6 Faces arrière A6AM : terminées à 100%, prêtes à anodiser
- 6 Dissipateurs gauches A6AM : terminés à 100%, prêts à anodiser
- 6 Dissipateurs droits A6AM : terminés à 100%, prêts à anodiser
- 6 Tôles inférieures A6AM : terminées à 100% (à 90% mais c'est tout comme), prêtes à anodiser
Reste à faire (20% du travail) :
PCAM :
- 84 Pièces en cuivre PCAM (supports caloducs) : terminées à 80%
- 18 Boutons PCAM (play, I<, I>) : en cours (tour à commande numérique)
- 24 Pieds PCAM : en cours (tour à commande numérique)
A6AM :
- 6 Traverses centrales en cuivre massif (12x60x400) : en commande
- 12 Dissipateurs complémentaires intérieurs en cuivre (6x100x398) : en commande
- 24 Pieds A6AM : en cours (tour à commande numérique)
- ... etc.
A suivre !
Jose
... autant vous dire qu'on a abattu du boulot cette fois-ci ! Accrochez-vous !
(merci à JcB pour ses photos très complémentaires des miennes
34°) Tronçonnage du cuivre à destination du système de caloducs : nous avons reçu plusieurs barres de cuivre massif (dont une de 4m), et comme vous vous doutez bien qu'on ne peut pas usiner une barre de 4m telle qu'elle, il a fallu la tronçonner d'abord.
35°) Préparation des tronçons à l'usinage : nous souhaitons faire un certain nombre de trous dans le cuivre pour passer les caloducs (exactement comme chez mCubed pour ceux qui connaissent). Mais nous souhaitons que les caloducs soient bien ajustés et que le jeu soit minimal, afin que le transfert de chaleur se fasse de façon optimale. Pour cela, nous avons intercalé entre les tronçons de cuivre des bandes de bristol, et nous allons percer à cet endroit-là précisément. De cette façon les trous finaux auront une forme très légèrement aplatie (invisible à l'oeil) ce qui comprimera légèrement les caloducs et favorisera un contact uniforme.
36°) Parallèlement, opération de taraudage des dissipateurs gauche et droit des amplis (A6AM) : 12 dissipateurs x 19 taraudages M3 = ... pas mal de temps et un taraud cassé.
37°) Centre d'usinage à commande numérique : usinage de l'ensemble des trous dans le cuivre spécial caloducs (phase 1). Vous voyez en premier les tronçons de cuivre (+ bristol) montés à l'intérieur du centre, puis ensuite la tête du centre en train de "pointer" les trous, opération préalable au perçage lui-même. Compte tenu du nombre de trous (environ 150) et de leur profondeur (40mm), cette opération entièrement automatisée a pris près de 3h30.
Un petit film explicatif : http://hidalgoj.free.fr/pcam/videos/MOV05976.MPG
C'est un film exceptionnel, car d'habitude on ne peut pas voir le centre d'usinage en action (portes de sécurité + lubrifiant projeté dans tous les sens). L'opération de pointage n'étant pas dangereuse, on a pu laisser les portes ouvertes et filmer. N'oubliez pas que la précision de cette opération est de l'ordre du centième de millimètre !
38°) Centre d'usinage à commande numérique : usinage des faces avant des PCAM (côté extérieur, le plus simple, environ 15 minutes par pièce). Le plus délicat dans cette opération a été l'usinage des logos dans la masse, à la micro-fraise de 1mm de diamètre.
39°) Centre d'usinage à commande numérique : usinage de l'ensemble des trous dans le cuivre spécial caloducs (phase 2). Il s'agit ici de l'usinage des trous de fixation pour vis M5, permettant de fixer les pièces en cuivre directement sur les dissipateurs du PCAM équipés de trous M5.
40°) Tronçonnage du cuivre usiné : on va pouvoir maintenant tronçonner les tronçons eux-mêmes pour obtenir de petites pièces en cuivre quasiment "finies".
41°) Pendant ce temps, nos deux experts en usinage discutent de la programmation du centre (qu'est-ce qu'ils sont sérieux ces deux-là !
42°) Les faces avant des PCAM commencent à sortir du centre d'usinage. Bien sûr il reste à les poncer soigneusement (plus encore que les autres pièces, ce sont des faces avant !) et à les ébavurer dans les règles de l'art. C'est là, une fois ces étapes finies, qu'on commence à se rendre compte de l'ampleur de la tâche accomplie : ça en jette !
43°) Centre d'usinage à commande numérique : usinage de l'ensemble des trous dans le cuivre spécial caloducs (phase 3). On ne va pas rentrer dans le détail, ce sont des pièces un peu plus épaisses que les précédentes, puisque destinées à être en contact direct avec les processeurs (CPU et CGU). Il y en a moins bien sûr (2 par PCAM, contre 12 par PCAM pour les autres pièces en cuivre).
44°) Petites pièces annexes (supports polyvalents pour disque dur / graveur DVD, etc.) : pour ne pas perdre de temps, nous avons sous-traité la découpe de toutes ces petites pièces à une société spécialisée dans la découpe au jet d'eau. Les pièces livrées étaient bien sûr "brutes" donc pas très agréables au toucher. Il a fallu donc les poncer (comme toutes les autres pièces).
45°) Pliage de toutes les petites pièces annexes à la plieuse manuelle : l'opération est relativement simple (quoique délicate, n'est-ce pas JC
46°) Tôles inférieures PCAM et A6AM : là aussi on les a sous-traitées à la même société (découpe au jet d'eau). Et là aussi il a fallu poncer (je ponce, tu ponces, nous ponçons).
47°) Centre d'usinage à commande numérique : usinage des faces avant des A6AM (côté intérieur et côté extérieur). 30min par face avant en tout, ce qui est très raisonnable et reflète bien la simplicité biblique de ces faces avant d'amplificateurs (4 lamages, un logo différent, un bouton M/A, quelques perçages judicieux sur le derrière, et c'est tout
48°) Centre d'usinage à commande numérique : usinage des faces arrière des A6AM (côté intérieur et côté extérieur). Là c'est un peu plus compliqué mais pas trop long, environ 45min par face arrière en tout.
49°) Les faces arrière sortent elles aussi peu à peu. Ebavurage / ponçage (vous connaissez la musique), et elles viennent se rajouter elles aussi à toutes les autres faces déjà usinées !
... fin de cette 6ème journée. On approche de la fin de l'usinage !
Déjà réalisé (80% du travail) :
- 6 Faces avant PCAM : terminées à 100%, prêtes à anodiser
- 6 Faces arrière PCAM : terminées à 100%, prêtes à anodiser
- 6 Dissipateurs gauches PCAM : terminés à 100%, prêts à anodiser
- 6 Dissipateurs droits PCAM : terminés à 100%, prêts à anodiser
- 6 Tôles inférieures PCAM : terminées à 100% (à 90% mais c'est tout comme), prêtes à anodiser
- Pièces annexes PCAM : terminées à 100%, prêtes à anodiser
- 6 Faces avant A6AM : terminées à 100%, prêtes à anodiser
- 6 Faces arrière A6AM : terminées à 100%, prêtes à anodiser
- 6 Dissipateurs gauches A6AM : terminés à 100%, prêts à anodiser
- 6 Dissipateurs droits A6AM : terminés à 100%, prêts à anodiser
- 6 Tôles inférieures A6AM : terminées à 100% (à 90% mais c'est tout comme), prêtes à anodiser
Reste à faire (20% du travail) :
PCAM :
- 84 Pièces en cuivre PCAM (supports caloducs) : terminées à 80%
- 18 Boutons PCAM (play, I<, I>) : en cours (tour à commande numérique)
- 24 Pieds PCAM : en cours (tour à commande numérique)
A6AM :
- 6 Traverses centrales en cuivre massif (12x60x400) : en commande
- 12 Dissipateurs complémentaires intérieurs en cuivre (6x100x398) : en commande
- 24 Pieds A6AM : en cours (tour à commande numérique)
- ... etc.
A suivre !
Jose
- Jose Hidalgo
- Messages: 4973
- Inscription Forum: 11 Fév 2005 0:17
- Localisation: Lyon, France
-
![]() » 12 Sep 2007 8:25
» 12 Sep 2007 8:25
Bravo pour le travail
Avez vous une idée du poids du boitier une fois finit ?
Avez vous une idée du poids du boitier une fois finit ?
- jat.gab
- Messages: 6404
- Inscription Forum: 11 Juil 2004 12:00
- Localisation: vendée - Saint Gilles Croix de Vie
-
![]() » 12 Sep 2007 12:17
» 12 Sep 2007 12:17
Drapal pour la suite de ce super reportage
ouch j'ai hate de voir la fin de ce qui va etre le must en matiere de pc-hc !!!
ouch j'ai hate de voir la fin de ce qui va etre le must en matiere de pc-hc !!!
- Playchess
- Messages: 832
- Inscription Forum: 11 Déc 2006 20:51
- Localisation: 78600 Maisons-Laffitte
-
![]() » 12 Sep 2007 12:41
» 12 Sep 2007 12:41
@jat.gab : le boîtier vide devrait peser une vingtaine de kilos.
- Jose Hidalgo
- Messages: 4973
- Inscription Forum: 11 Fév 2005 0:17
- Localisation: Lyon, France
-
![]() » 12 Sep 2007 12:43
» 12 Sep 2007 12:43
Belle bête !!!
Il ne devrait pas y avoir trop de problème de vibration...
Il ne devrait pas y avoir trop de problème de vibration...
- jat.gab
- Messages: 6404
- Inscription Forum: 11 Juil 2004 12:00
- Localisation: vendée - Saint Gilles Croix de Vie
-
![]() » 12 Sep 2007 13:07
» 12 Sep 2007 13:07
Bien reposé Jose depuis samedi après l'extraction des cartons de la voiture ?
@+
jc
@+
jc
- JcB84
- Messages: 2551
- Inscription Forum: 18 Nov 2003 18:50
- Localisation: Sud du Luberon mais Grolandais avant tout
-
![]() » 12 Sep 2007 13:48
» 12 Sep 2007 13:48
@jet.gab : non, il n'y aura aucun problème de stabilité mécanique des châssis. D'autant plus que les amplis, eux, pèseront près de 40kg pièce, grâce à des traverses supplémentaires en cuivre et à deux gigantesques transfos de 1000VA chacun.
@JcB : l'extraction c'était l'horreur, comme prévu, mais après 3 jours de sommeil ça va mieux.
@JcB : l'extraction c'était l'horreur, comme prévu, mais après 3 jours de sommeil ça va mieux.
- Jose Hidalgo
- Messages: 4973
- Inscription Forum: 11 Fév 2005 0:17
- Localisation: Lyon, France
-
|
Retourner vers Matériel PC Home-cinéma
|
- Index du forum › HOME-CINEMA › Sources › Matériel PC Home-cinéma › Boîtier PC Audio avec afficheur et touches commandées !
- Mes Favoris •
- L’équipe du forum • Supprimer les cookies du forum • Heure de Paris [CET]
